
上海徑馳模具(jù)制造有(yǒu)限公(gōng)司新(xīn)建項目環保報告
日期:2016-09-18 / 人氣: / 來源:未知
上海徑馳模具(jù)制造有(yǒu)限公(gōng)司新(xīn)建項目環保措施落實情況報告
項目名(míng)稱:上海徑馳模具(jù)制造有(yǒu)限公(gōng)司新(xīn)建項目項目地址:上海市寶山(shān)區(qū)羅泾鎮陳川路938号
建設單位:上海徑馳模具(jù)制造有(yǒu)限公(gōng)司
項目概況:
上海徑馳模具(jù)制造限公(gōng)司投資700萬元,其中(zhōng)環保投資35萬元,租賃羅泾鎮寶山(shān)經濟發展區(qū)陳川路938号,即上海秦滬精(jīng)細化工(gōng)有(yǒu)限公(gōng)司空置廠房共3幢樓,每幢2層,共計建築面積1939.4平方米;主要從事模具(jù)、刀(dāo)具(jù)、量具(jù)、感應器的生産(chǎn)。年運行260天,實行單班制生産(chǎn),每班工(gōng)作(zuò)8小(xiǎo)時,員工(gōng)35人。預計年生産(chǎn)刀(dāo)具(jù)45000把、模具(jù)30套、量具(jù)40套、感應器45套。
主要設備:
| 序号 | 設備名(míng)稱 | 型号 | 數量 |
| 1 | CNC五軸數控磨床 | UWIF | 1台 |
| 2 | 砂輪修整機 | PT001B | 1台 |
| 3 | 空壓機 | DM-11A | 1台 |
| 4 | CNC加工(gōng)中(zhōng)心 | Vcenter---850 | 1台 |
| 5 | 雕刻機 | LMD-650C | 1台 |
| 6 | CNC滾刀(dāo)修磨機 | HS200CNC | 1台 |
| 7 | 平面磨床 | BLOHM-HFS | 1台 |
| 8 | 内圓磨床 | M2110C | 1台 |
| 9 | 高精(jīng)度外圓磨床 | MG1320E | 1台 |
| 10 | 噴砂機 | 9060 | 1台 |
主要原輔材料:
| 序号 | 原輔材料名(míng)稱 | 年用(yòng)量 | 備注 |
| 1 | 半成品刀(dāo)具(jù) | 45000支 | 刀(dāo)具(jù)原材料 |
| 2 | 金屬材料 | 1噸 | 模具(jù)原材料 |
| 3 | 鉻銅闆 | 0.18噸 | 感應器原材料 |
| 4 | 石英砂 | 2kg | 感應器生産(chǎn)輔料 |
| 5 | 銀銅合金 | 5kg | 感應器生産(chǎn)輔料 |
| 6 | 磨削油 | 0.45噸 | 濕磨工(gōng)序用(yòng)料 |
主要産(chǎn)品工(gōng)藝流程:
1、刀(dāo)具(jù)生産(chǎn)工(gōng)藝流程圖
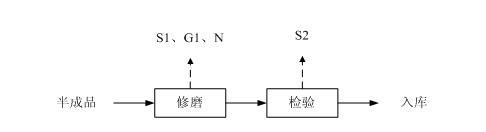
注:G—廢氣;N—噪聲;S—固廢
工(gōng)藝流簡述(1)半成品:根據生産(chǎn)需求外購(gòu)半成品并入庫。
(2)修磨:根據産(chǎn)品規格,利用(yòng)CNC五軸數控磨床、工(gōng)具(jù)磨床、CNC加工(gōng)中(zhōng)心等設備對半成品進行修磨。此工(gōng)序濕磨加工(gōng)過程使用(yòng)的磨削油循環使用(yòng),定期更換,産(chǎn)生廢磨削油(S1);其中(zhōng)CNC五軸數控磨床、CNC加工(gōng)中(zhōng)心、雕刻機等濕磨設備低壓、密閉(确保磨削液盡量清潔,延長(cháng)磨削液使用(yòng)壽命)且不高速運行,所用(yòng)磨削油主要為(wèi)潤滑作(zuò)用(yòng),不産(chǎn)生磨削油霧廢氣,CNC滾刀(dāo)修磨機加壓高速運行,産(chǎn)生磨削油霧(G1)。
(3)檢驗:對修磨後的工(gōng)件進行檢驗。此工(gōng)序産(chǎn)生不合格品(S2)。
(4)入庫:檢驗合格的産(chǎn)品入庫、待售。
2、模具(jù)、量具(jù)生産(chǎn)工(gōng)藝流程圖
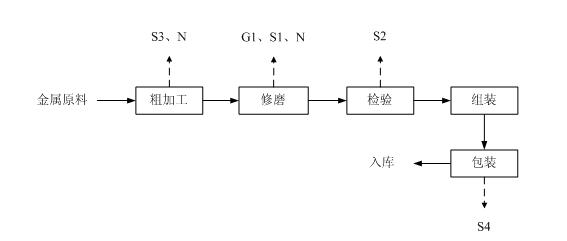
注:G—廢氣;N—噪聲;S—固廢
工(gōng)藝流簡述(1)粗加工(gōng):根據産(chǎn)品規格,利用(yòng)鋸床、台鑽等機加工(gōng)設備對金屬材料進行鋸割、鑽孔等粗加工(gōng)。此工(gōng)序産(chǎn)生廢邊角料(S3)和設備噪聲N。
(2)修磨:同上(即刀(dāo)具(jù)生産(chǎn)的修磨工(gōng)序)。
(3)檢驗:同上(即刀(dāo)具(jù)生産(chǎn)的檢驗工(gōng)序)。
(4)組裝(zhuāng):将檢驗合格的工(gōng)件和外購(gòu)的緊固件人工(gōng)組裝(zhuāng)成成品。
(5)包裝(zhuāng):組裝(zhuāng)好的成品進行包裝(zhuāng)。此工(gōng)序産(chǎn)生廢包裝(zhuāng)材料(S4)。
(6)入庫:包裝(zhuāng)好的産(chǎn)品入庫、待售。
3、感應器生産(chǎn)工(gōng)藝流程圖
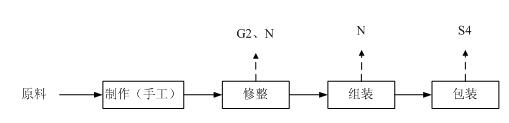
注:G—廢氣;N—噪聲;S—固廢
工(gōng)藝流程簡述:(1)制作(zuò):利用(yòng)夾具(jù)對原料手工(gōng)進行折彎等操作(zuò)。
(2)修整:對部分(fēn)表面不合格的工(gōng)件利用(yòng)噴砂機進行表面修正,此工(gōng)序産(chǎn)生石英粉塵(G2)和設備噪聲N。
(3)組裝(zhuāng):各種工(gōng)件進行組裝(zhuāng),組裝(zhuāng)工(gōng)藝主要有(yǒu)三種:①人工(gōng)塗抹AB膠粘合工(gōng)件,本項目所用(yòng)AB膠為(wèi)常溫硬化膠,不揮發;②利用(yòng)中(zhōng)頻機軟化銀銅合金金屬絲使其完成工(gōng)件間的連接,該中(zhōng)頻機下方設置冷卻水槽,其冷卻水循環使用(yòng),僅定期補給;③利用(yòng)緊固件人工(gōng)進行組裝(zhuāng)。
(4)包裝(zhuāng):組裝(zhuāng)好的成品包裝(zhuāng)、入庫、待售。此工(gōng)序産(chǎn)生廢包裝(zhuāng)材料(S4)。
環保措施落實情況:
1.1廢氣
磨削油霧廢氣(G1)
為(wèi)有(yǒu)效潤滑、冷卻加工(gōng)件,CNC滾刀(dāo)修磨機磨削過程使用(yòng)磨削油要經曆泵循環、噴射與高速旋轉的刀(dāo)具(jù)或工(gōng)件激烈撞擊和高溫蒸發等,使磨削油在機械、物(wù)理(lǐ)作(zuò)用(yòng)下,因霧化和蒸發而産(chǎn)生油霧。本項目CNC滾刀(dāo)修磨機所用(yòng)磨削油部分(fēn)變成磨削油霧廢氣(約60%),其餘部分(fēn)變為(wèi)危廢(廢磨削油S1)。
石英粉塵(G2)
在感應器生産(chǎn)過程中(zhōng)對部分(fēn)表面不合格的工(gōng)件,利用(yòng)噴砂機進行表面修整。噴砂機運轉使工(gōng)件與石英砂磨料碰撞産(chǎn)生顆粒物(wù)(石英粉塵)。本項目每年噴砂機運行約400次,每次約3min,噴砂修整過程産(chǎn)生的石英粉塵經布袋除塵器處理(lǐ),捕集到的石英粉塵收集後循環使用(yòng),未捕集到的顆粒物(wù)(小(xiǎo)粒徑石英砂)經排氣筒排放。
1.2廢氣治理(lǐ)
磨削油霧廢氣(G1)
本項目CNC滾刀(dāo)修磨機磨削過程全密閉,磨削産(chǎn)生的磨削油霧全部收集,經靜電(diàn)式油霧過濾裝(zhuāng)置處理(lǐ)後,由風機引至排氣筒高空排放(排放口應高出廠房樓頂,且不低于15m高),排氣筒非甲烷總烴的排放同時滿足《大氣污染物(wù)綜合排放标準》(DB31/933-2015)中(zhōng)對相關濃度限值要求。廢氣治理(lǐ)設備工(gōng)作(zuò)分(fēn)4個階段:前置過濾、電(diàn)離段、收集段、後置過濾;具(jù)體(tǐ)原理(lǐ)如下:吸入的油霧經過前置過濾網後,較大的微粒被前置過濾網分(fēn)離出來,然後通過收集器,電(diàn)離器電(diàn)暈放電(diàn)使油霧微粒帶電(diàn);帶電(diàn)的油霧微粒通過帶高壓電(diàn)金屬收集器;收集器金屬闆之間産(chǎn)生電(diàn)場;當帶電(diàn)的油霧微粒通過時,受到電(diàn)場中(zhōng)的庫侖力發生轉向而吸附到金屬闆上,從而把油霧微粒從空氣中(zhōng)分(fēn)離出來;空氣通過後置過濾網,中(zhōng)和溢出空氣中(zhōng)的帶電(diàn)微粒,形成淨化空氣,通過風機達标、高空15米排出。
石英粉塵(G2)
噴砂修整過程全密閉,通過真空泵産(chǎn)生的負壓,回收沙粒和粉塵,再經過設備的砂塵分(fēn)離系統将完整的磨料分(fēn)離循環使用(yòng),粉塵和繡污98%吸入布袋除塵器,未捕集到的粉塵由風機引至排氣筒高空排放(排放口應高出廠房樓頂,且不低于15m高),排氣筒顆粒物(wù)排放速率和濃度可(kě)以滿足《大氣污染物(wù)綜合排放标準》(DB31/933-2015)的标準要求。
2.1廢水
冷卻用(yòng)水
本項目感應器生産(chǎn)過程所用(yòng)冷卻水不與外界環境和産(chǎn)品進行接觸,重複利用(yòng),不外排,僅有(yǒu)少量水分(fēn)蒸發,定期進行補給,補給量為(wèi)1.3t/a。本項目無生産(chǎn)廢水排放。
生活污水
項目主要廢水來源于員工(gōng)生活污水。職工(gōng)35人,用(yòng)水量按0.05t/人·d計,則用(yòng)水為(wèi)1.75t/d即455t/a。
2.2廢水治理(lǐ)
生活污水主要污染物(wù)是CODcr、BOD5、全部達标納入市政污水管網。
3.1 固廢
危險固廢
刀(dāo)具(jù)、模具(jù)、量具(jù)生産(chǎn)的修磨工(gōng)序産(chǎn)生的廢磨削油(S1),産(chǎn)生量約0.35t/a;
生産(chǎn)過程中(zhōng)用(yòng)于清理(lǐ)機械設備、産(chǎn)品油污用(yòng)抹布、手套;
一般固廢
刀(dāo)具(jù)、模具(jù)、量具(jù)生産(chǎn)的檢驗工(gōng)序生産(chǎn)的不合格品(S2);
模具(jù)、量具(jù)生産(chǎn)的粗加工(gōng)工(gōng)序産(chǎn)生的下腳料(S3);
模具(jù)、量具(jù)、感應器的包裝(zhuāng)工(gōng)序産(chǎn)生的普通廢包裝(zhuāng)材料(S4);
生活垃圾
35名(míng)職工(gōng)生活産(chǎn)生的生活垃圾(S5)。
3.2固廢處理(lǐ)
危險廢物(wù)廢磨削油、沾有(yǒu)油污抹布和手套,危險廢物(wù)暫存點應滿足防曬、防雨淋條件;危險廢物(wù)收集容器處設置不鏽鋼的托盤,用(yòng)以收集滲漏的廢液和防止危險固廢下滲污染土壤和地下水;根據廢物(wù)化學(xué)特性和物(wù)理(lǐ)形态分(fēn)類收集存放,并貼上危險标識。加強廢物(wù)分(fēn)類收集、規範運輸,加強危險固廢暫存間的管理(lǐ),并委托有(yǒu)回收資質(zhì)的上海天漢環境資源有(yǒu)限公(gōng)司回收處理(lǐ);
一般工(gōng)業固廢委托回收單位綜合利用(yòng);
生活垃圾有(yǒu)統一的垃圾回收桶,由環衛部門統一清運。
4.1噪聲
主要來源于設備在運行中(zhōng)産(chǎn)生的噪聲。
4.2噪聲的治理(lǐ)
設備選用(yòng)低噪聲型号,設備加裝(zhuāng)減振墊;合理(lǐ)布局,工(gōng)藝生産(chǎn)設備位于廠房内,利用(yòng)建築隔聲,空壓機獨立獨立的密閉房内,空壓機風機位廠房樓頂,利用(yòng)距離衰減降噪;定期對設備進行維護,避免和減少運行中(zhōng)産(chǎn)生的不正常噪聲。加強生産(chǎn)管理(lǐ),金屬材料和産(chǎn)品的搬卸輕拿(ná)輕放。生産(chǎn)過程中(zhōng)關閉門窗,實行單班8小(xiǎo)時工(gōng)作(zuò)制。
5、環境管理(lǐ)風險防範
成立環境環境管理(lǐ)領導小(xiǎo)組:
組成人員和職責:由副總經理(lǐ)張慧為(wèi)組長(cháng)負責協調工(gōng)作(zuò),環境、安(ān)全主管錢建民(mín)為(wèi)生産(chǎn)廠區(qū)管理(lǐ)主要負責人,檢查督導各小(xiǎo)組工(gōng)作(zuò)落實情況。
成 員:噪聲管理(lǐ)小(xiǎo)組:戴麒雄、範建兵;廢氣管理(lǐ)小(xiǎo)組:楊文(wén)、鄒守清;固廢管理(lǐ)小(xiǎo)組:首中(zhōng)文(wén)、朱宗林。
噪聲管理(lǐ)主要職責:檢查設備減震墊是否損壞,在生産(chǎn)過程中(zhōng)門窗是否關閉,督促員工(gōng)搬卸物(wù)品輕拿(ná)輕放,減少對環境的噪聲污染。
廢氣管理(lǐ)主要職責:每月定期檢查油霧過濾裝(zhuāng)置和布袋除塵器能(néng)否正常工(gōng)作(zuò),達到治理(lǐ)效果,達标排放。
固廢管理(lǐ)主要職責:檢查生活垃圾、一般工(gōng)業固廢、和危險廢物(wù)按規定标識存放,特别檢查危險廢物(wù)在存放過程中(zhōng)不産(chǎn)生洩漏。并準備好沙石、活性炭或棉布在發生洩漏或者燃燒時能(néng)及時處理(lǐ)。
上海徑馳模具(jù)制造有(yǒu)限公(gōng)司
2016年9月9日
2016年9月9日